

精密科技")
五金")
壓鑄常用材料及生產(chǎn)常見問題
壓鑄常用材料及生產(chǎn)常見問題
機(jī)械工程師在選擇壓鑄材料時(shí),應(yīng)當(dāng)根據(jù)產(chǎn)品的作用性能、工藝性能、生產(chǎn)條件、經(jīng)濟(jì)性以及壓鑄材料的特點(diǎn)等各種因素,合理選擇正確的壓鑄材料。常用的機(jī)械零件壓鑄材料包括鋁合金、鋅合金和鎂合金等。
鋁合金是目前應(yīng)用最多的壓鑄材料,廣泛應(yīng)用于汽車工業(yè)、摩托車工業(yè)、航空航天等。鋁合金的特點(diǎn)如下:
(1)鋁合金的密度較小,僅為鐵、銅、鋅的1/3左右,比強(qiáng)度和比剛度高是其突出優(yōu)點(diǎn)。(2)鋁合金具有良好的導(dǎo)電、導(dǎo)熱性能。
(3)鋁合金抗氧化腐蝕性能好。在空氣中,鋁的表面容易生成一層致密的三氧化二硫氧化膜,能阻止進(jìn)一步被氧化。
(4)鋁合金具有良好的壓鑄性能。鋁合金壓鑄工藝簡單,成形及切削加工性能良好,具有較高的力學(xué)性能及耐蝕性,是代替鋼鐵鑄件最具潛力的合金。
(5)鋁合金的高溫力學(xué)性能很好,在低溫下工作時(shí)同樣保持良好的力學(xué)性能。
(6)鋁合金的缺點(diǎn)是容易在最后凝固處產(chǎn)生大的集中縮孔。此外,鋁合金與鐵有很強(qiáng)的親和力,易粘模,應(yīng)在冷室壓鑄機(jī)上壓。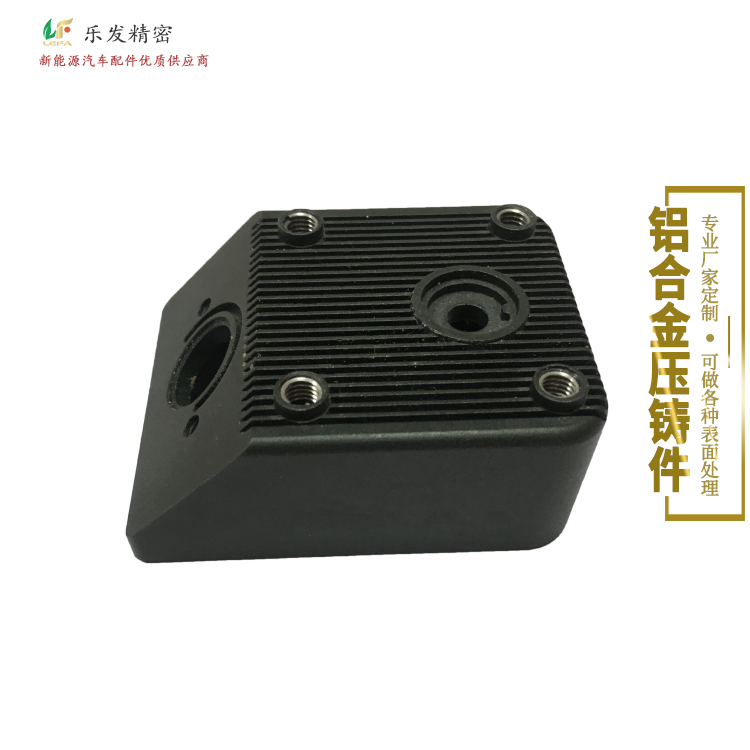
鋅合:金也比較常見,鋅合金的特點(diǎn)如下:
(1)鋅合金具有優(yōu)良的鑄造性能、力學(xué)性能、韌性,在傳統(tǒng)的機(jī)械件、五金件、鎖具、玩具等行業(yè)應(yīng)用很廣。
(2)鋅合金具有優(yōu)良的電和熱傳導(dǎo)性能、良好的振動(dòng)阻尼特性、良好的電磁屏蔽性能在電子、電信、家電產(chǎn)品上應(yīng)用不斷增長。
(3)鋅合金是-種通用、可靠、低成本的材料,易于壓鑄生產(chǎn)。鋅合金具有良好的壓鑄性能,因此更容易壓鑄形狀復(fù)雜、薄壁、尺寸精度高的產(chǎn)品。由于鋅合金的薄壁鑄造性能,可實(shí)現(xiàn)產(chǎn)品輕里化和降低成本的要求。
(4)與鋁合金和鎂合金相比,鋅合金具有較高的抗拉強(qiáng)度、屈服強(qiáng)度、沖擊韌度和硬度、較好的伸長率。
(5)鋅合金壓鑄件表面非常光滑,可不作表面處理直接使用,同時(shí)也比較容易進(jìn)行各種表面處理,如拋光、電鍍、噴涂等,以獲得更佳的表面質(zhì)量。
(6)鋅合金熔點(diǎn)低,在385C熔化,相比于鋁合金和鎂合金,鋅合金最容易壓鑄成形。(7)耐蝕性差。當(dāng)鋅合金成分中雜質(zhì)元素鉛、鎘、錫超過標(biāo)準(zhǔn)時(shí),將會(huì)逐漸老化而發(fā)生變形,表現(xiàn)為體積脹大、力學(xué)性能(特別是塑性)顯著下降,時(shí)間長了就會(huì)破裂。
(8)時(shí)效性。使用時(shí)間過長,鋅合金壓鑄件的形狀和尺寸會(huì)稍有變化。
(9)鋅合金不宜在高溫和低溫的工作環(huán)境下使用。鋅合金在常溫下具有良好的力學(xué)性能,但在高溫下抗拉強(qiáng)度和低溫下沖擊性能都顯著下降。鋅合金容易老化,這是鋅合金的應(yīng)用范圍受到限制的主要原因。鋅合金的工作溫度范圍較窄,溫度低于一1 0C時(shí),其沖擊韌度急劇降低,溫度升高時(shí),力學(xué)性能下降,且易發(fā)生蠕變,因此,受力零件的溫度一般不超過100C。嚴(yán)格控制鋅合金原材料的純度和熔煉藝藝過程,在鋅合金中添加少童的Mg和適量的Cu,可以咸輕或消除老化現(xiàn)象及改善切削加工性能。
還有-種就是鎂合金,鎂合金的特點(diǎn)如下:
(1)鎂合金被稱為"21世紀(jì)的綠色工程材料”,其密度為鋁合金的2/3、鋼鐵的1/4,但比強(qiáng)度和比剛度均優(yōu)于鋁合金和鋼鐵,遠(yuǎn)遠(yuǎn)高于工程塑料,是一種優(yōu)良、輕質(zhì)的結(jié)構(gòu)材料。
(2)鎂合金具有良好的能里吸收及振動(dòng)吸收特性,用于產(chǎn)品外殼可以咸少噪聲傳遞,用.于運(yùn)動(dòng)零部件可吸收振動(dòng),延長零件使用壽命。
(3)具有良好的電磁屏蔽性,可以提供電子產(chǎn)品的防電磁輻射性。
(4)剛性好,耐沖擊。
(5)延展性好,易成形,可使產(chǎn)品設(shè)計(jì)具有靈活性,提升產(chǎn)品檔次。
(6)鎂合金熔點(diǎn)低,使得低溫變形小,尺寸精度高,有利于-次開模成形;與鐵的親和力小,對模具的粘附現(xiàn)象小,有利于提高生產(chǎn)率和模具壽命;而且鎂合金良好的流動(dòng)性能有利于復(fù)雜件和細(xì)小件的生產(chǎn)。
(7)機(jī)械加工性能最好,所需切削力小、切削效果好、刀具使用壽命長。
(8)散熱性好,僅次于鋁合金。
(9)尺寸穩(wěn)定性好,環(huán)境溫度和時(shí)間變化對尺寸的影響小。.
(10)可100%再生。
(11)鎂合金在空氣中易氧化,鎂合金壓鑄件成形后必須經(jīng)過表面處理,提高耐蝕性,改善零件表面質(zhì)里。常用的表面處理方法包括電鍍、噴涂、陽極氧化等。同理鎂合金有高溫脆性大、熱裂傾向大的缺點(diǎn)。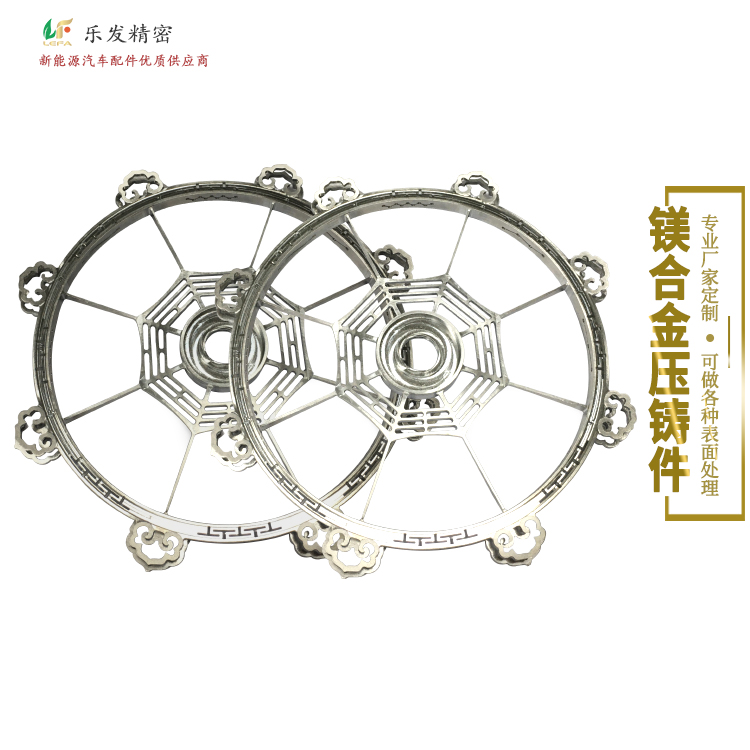
觀問題及解決辦法:
1、[錘頭卡死]
要想避免錘頭卡死,可以從兩方面著手: 1、在生產(chǎn)中,常測里溫度,避免錘頭、司筒.溫度過高造成錘頭卡死:2、材料的使用,應(yīng)選擇優(yōu)質(zhì)的合金材料,避免雜質(zhì)的滲入,在投放回料的時(shí)候,也要注意不要讓雜質(zhì)混入,這樣才能避免雜質(zhì)黏著在錘頭上,造成錘頭卡死。2、[壓射頭卡在鵝頸]
遇到錘頭卡死的問題,首先等到設(shè)備都處于常溫狀態(tài),嘗試轉(zhuǎn)動(dòng)錘頭。如果轉(zhuǎn)不動(dòng),那就采用換司筒的方式解決問題,將錘頭取出。如果想很快的解決卡死問題,最快的辦法就是換料壺。
打料]3、[壓鑄機(jī)打料時(shí),常常會(huì)出現(xiàn)打幾十模,料就打不出的情況,常裹等幾分鐘后方可一般遇到這類情況:應(yīng)該是射咽頭或電身堆住了。這時(shí),觀察下料頭頂端是否沒有美點(diǎn),如果金是斷面灰色,就說明埔咀了。解決方案如下: 1.將射咀溢品度適應(yīng)調(diào)高.2、打離咀情況時(shí)間調(diào)低0.1到0.2秒,3、定模冷卻水稍關(guān)小點(diǎn)。
4、[壓鑄薄壁件產(chǎn)品時(shí)易開裂]
可以從以下幾點(diǎn)去分析: 1.材料可能有問題,壓鑄件樣的使用,盡重控制廢料的比創(chuàng)不要超過30%2、慣具開設(shè)不好, -是質(zhì)出力不平衡二是冷卻水的開設(shè)不會(huì)理導(dǎo)款模其溫度不均衡,單是充填流動(dòng)不合理。3、工藝參數(shù)選擇不當(dāng),工藝參數(shù)問題主要在貿(mào)魔時(shí)間和頂出延時(shí)間,上出錯(cuò),留模時(shí)間不宜長,每mm壁厚3s左右;頂出延時(shí)不能長,一般05-2s。5、[ADC14料壓鑄加工時(shí)反饋材料偏硬,易磨損刀具的情況]
贈(zèng)決這個(gè)問題。可以從以下幾點(diǎn)看入:1、最關(guān)鍵是才來哦的成分內(nèi)不管許有雜質(zhì)產(chǎn)生,也就是說硬質(zhì)點(diǎn),量好全部應(yīng)新的原始樹桐配比,不能用再生材料,特別是S1元索的品質(zhì)要好2、應(yīng)該采用專門為這些比較硬的合金而生產(chǎn)的寶
石刀片,一般使用壽命有7天左右。6、[疑惑為啥有些鋁壓鑄件在磨光時(shí)會(huì)有黑斑?]。原團(tuán)有幾種: 可能是氧化矽或氧化鋁鍵解決問題.但最大可能性來自于脫物模劑,,噴太多脫模劑或脫模劑的有物含量過高這些有機(jī)物在熱溶鋁的溫度下,,有些被還原成碳元素,有些究成有機(jī)大分子聚合物。破分子和聚合物最臺(tái),在相持件形成時(shí),被包含在表層成為我們看見到的黑斑。所以威少噴涂劑的濃度,改用別的噴涂劑或加長噴涂后的吹風(fēng)時(shí)間。7 [在壓鑄過程中,有時(shí)出現(xiàn)金屬外孤的情況]
。么有時(shí)出現(xiàn)金展外 翻的情況?原因可能有幾種:動(dòng)、定很間合模不嚴(yán)密, 兩者的間隆較大或礎(chǔ)模力不夠造成金屬外疆歡是壓鑄機(jī)動(dòng)、定模安美不平行造成或是支板跨重大,壓射力致使套板變形,產(chǎn)生噴料。碰到以上原因可以通過以下調(diào)記解決外濺的情況:重新安裝模具:加大鎖模力:調(diào)整壓鑄機(jī),使動(dòng)、定模安裝板相互保持平行;在動(dòng)模上增加支板,增加套板的剛度。
8、[鍋壓鑄的孔內(nèi)加工,為什么不能超過02mm2]
為了通臺(tái)壓鑄。人們在壓特用的第合金內(nèi)加了很多硅。招合金在模具內(nèi)凝結(jié)時(shí),這些硅會(huì)浮到表面上,形成一層硅膜硬度非常硬、非常耐磨,一些OEM設(shè)計(jì)師就利用這個(gè)特性,將壓鑄件的孔內(nèi)表面直接設(shè)計(jì)為軸承面。這個(gè)硅表面層,一般只有0.2到0.9mm的厚度。加工太多,這個(gè)軸承面的壽面就會(huì)縮短。
9、[壓鑄件陽極氧化后有花紋產(chǎn)生的原因有哪些?]
1.目前主要還是噴涂、壓射油散布不均勻,在局部聚齊,而導(dǎo)致表層鋁合金成分異常或出現(xiàn)冷隔花斑,所以出現(xiàn)了氧化后花紋的現(xiàn)象:氧化花紋的紋路與壓鑄件上的紋路基本上是一致.2.因?yàn)楦咚偾袚Q位置不適當(dāng),導(dǎo)致產(chǎn)生欠鑄,氧化后會(huì)有花紋。3.教科書上說氧化精調(diào)離子含里過高,也是產(chǎn)生花紋, 但這種情況很少見。
10、[壓鑄模具粘料]
壓鑄模具粘料了怎么辦呢?首先檢查模溫是否正常,適降低合金液澆注溫度和模具溫度;2、檢查脫模劑配此是否異常,嘗試更換脫模劑,調(diào)試噴涂位置表面進(jìn)行拋光,對已氮化過的模具,慎重拋光,防止破壞掉表面的氮化層,形成越拋越粘的情況;4、改進(jìn)澆注系統(tǒng)設(shè)計(jì)結(jié)構(gòu),避免合金液持續(xù)沖刷型腔壁或型芯;5、修改模具冷卻系統(tǒng);6、調(diào)整壓鑄工藝參數(shù),適當(dāng)降低壓射速度,縮短二速行程。
機(jī)械I程師在選擇壓鑄材料時(shí),應(yīng)當(dāng)根據(jù)產(chǎn)品的作用性能、工藝性能、生產(chǎn)條件、經(jīng)濟(jì)性以及壓鑄材料的特點(diǎn)等各種因素,合理選擇正確的壓鑄材料。常用的機(jī)械零件壓鑄材料包括鋁合金、鋅合金和鎂合金等。
鋁合金是目前應(yīng)用最多的壓鑄材料,廣泛應(yīng)用于汽車工業(yè)、摩托車工業(yè)、航空航天等。鋁合金的特點(diǎn)如下:
(1)鋁合金的密度較小,僅為鐵、銅、鋅的1/3左右,比強(qiáng)度和比剛度高是其突出優(yōu)點(diǎn)。(2)鋁合金具有良好的導(dǎo)電、導(dǎo)熱性能。
(3)鋁合金抗氧化腐蝕性能好。在空氣中,鋁的表面容易生成一層致密的三氧化二硫氧化膜,能阻止進(jìn)一步被氧化。
(4)鋁合金具有良好的壓鑄性能。鋁合金壓鑄工藝簡單,成形及切削加工性能良好,具有較高的力學(xué)性能及耐蝕性,是代替鋼鐵鑄件最具潛力的合金。
(5)鋁合金的高溫力學(xué)性能很好,在低溫下工作時(shí)同樣保持良好的力學(xué)性能。
(6)鋁合金的缺點(diǎn)是容易在最后凝固處產(chǎn)生大的集中縮孔。此外,鋁合金與鐵有很強(qiáng)的親和力,易粘模,應(yīng)在冷室壓鑄機(jī)上壓。
鋅合金也比較常見,鋅合金的特點(diǎn)如下:
(1)鋅合金具有優(yōu)良的鑄造性能、力學(xué)性能、韌性,在傳統(tǒng)的機(jī)械件、五金件、鎖具、玩具等行業(yè)應(yīng)用很廣。
(2)鋅合金具有優(yōu)良的電和熱傳導(dǎo)性能、良好的振動(dòng)阻尼特性、良好的電磁屏蔽性能在電子、電信、家電產(chǎn)品上應(yīng)用不斷增長。
(3)鋅合金是一種通用 、可靠、低成本的材料,易于壓鑄生產(chǎn)。鋅合金具有良好的壓鑄性能,因此更容易壓鑄形狀復(fù)雜、薄壁、尺寸精度高的產(chǎn)品。由于鋅合金的薄壁鑄造性能,可實(shí)現(xiàn)產(chǎn)品輕里化和降低成本的要求。
(4)與鋁合金和鎂合金相比,鋅合金具有較高的抗拉強(qiáng)度、屈服強(qiáng)度、沖擊韌度和硬度、較好的伸長率。
(5)鋅合金壓鑄件表面非常光滑,可不作表面處理直接使用,同時(shí)也比較容易進(jìn)行各種表面處理,如拋光、電鍍、噴涂等,以獲得更佳的表面質(zhì)里。
(6)鋅合金熔點(diǎn)低,在385C熔化,相比于鋁合金和鎂合金,鋅合金最容易壓鑄成形。.(7)耐蝕性差。當(dāng)鋅合金成分中雜質(zhì)元素鉛、鎘、錫超過標(biāo)準(zhǔn)時(shí),將會(huì)逐漸老化而發(fā)生變形,表現(xiàn)為體積脹大、力學(xué)性能(特別是塑性)顯著下降,時(shí)間長了就會(huì)破裂。.
(8)時(shí)效性。使用時(shí)間過長,鋅合金壓鑄件的形狀和尺寸會(huì)稍有變化。
(9)鋅合金不宜在高溫和低溫的工作環(huán)境下使用。鋅合金在常溫下具有良好的力學(xué)性能,但在高溫下抗拉強(qiáng)度和低溫下沖擊性能都顯著下降。鋅合金容易老化,這是鋅合金的應(yīng)用范圍受到限制的主要原因。鋅合金的工作溫度范圍較窄,溫度低于一1 0C時(shí),其沖擊韌度急劇降低,溫度升高時(shí),力學(xué)性能下降,且易發(fā)生蠕變,因此,受力零件的溫度一般不超過I00C。嚴(yán)格控制鋅合金原材料的純度和熔煉藝藝過程,在鋅合金中添加少里的Mg和適里的Cu,可以減輕或消除老化現(xiàn)象及改善切削加工性能。
還有-種就是鎂合金,鎂合金的特點(diǎn)如下:
(1)鎂合金被稱為"21世紀(jì)的綠色工程材料”,其密度為鋁合金的2/3、鋼鐵的1/4,但比強(qiáng)度和比剛度均優(yōu)于鋁合金和鋼鐵,遠(yuǎn)遠(yuǎn)高于工程塑料,是一種優(yōu)良、輕質(zhì)的結(jié)構(gòu)材料。
(2)鎂合金具有良好的能里吸收及振動(dòng)吸收特性,用于產(chǎn)品外殼可以減少噪聲傳遞,用于運(yùn)動(dòng)零部件可吸收振動(dòng),延長零件使用壽命。
(3)具有良好的電磁屏蔽性,可以提供電子產(chǎn)品的防電磁輻射性。
(4)剛性好,耐沖擊。
(5)延展性好,易成形,可使產(chǎn)品設(shè)計(jì)具有靈活性,提升產(chǎn)品檔次。
(6)鎂合金熔點(diǎn)低,使得低溫變形小,尺寸精度高,有利于-次開模成形;與鐵的親和力小,對模具的粘附現(xiàn)象小,有利于提高生產(chǎn)率和模具壽命;而且鎂合金良好的流動(dòng)性能有利于復(fù)雜件和細(xì)小件的生產(chǎn)。
(7)機(jī)械加工性能最好,所需切削力小、切削效果好、刀具使用壽命長。
(8)散熱性好,僅次于鋁合金。
(9)尺寸穩(wěn)定性好,環(huán)境溫度和時(shí)間變化對尺寸的影響小。
(10)可100%再生。
(11)鎂合金在空氣中易氧化,鎂合金壓鑄件成形后必須經(jīng)過表面處理,提高耐蝕性,改善零件表面質(zhì)里。常用的表面處理方法包括電鍍、噴涂、陽極氧化等。同理鎂合金有高溫脆性大、熱裂傾向大的缺點(diǎn)。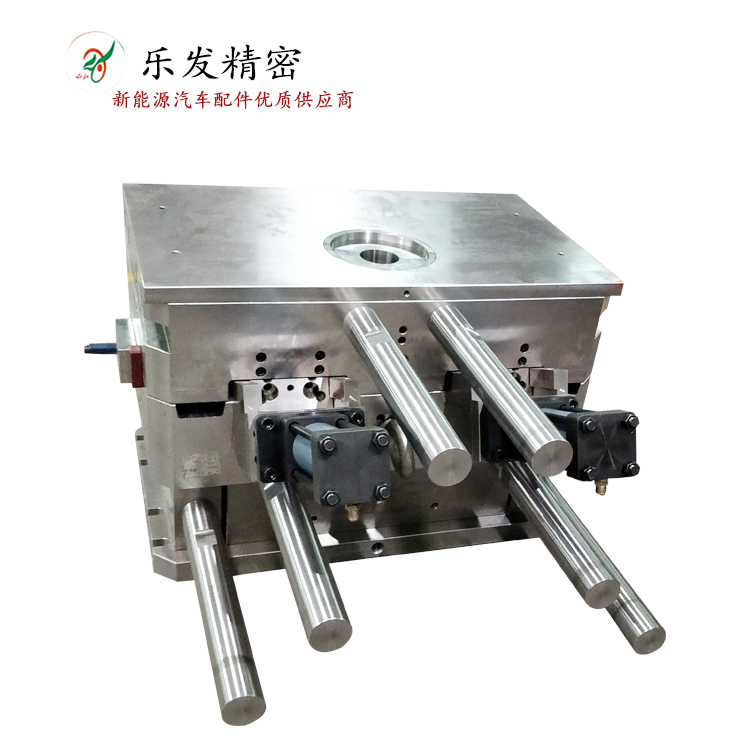
常見問題及解決辦法:
1、[錘頭卡死]
要想避免錘頭卡死,可以從兩方面著手: 1、在生產(chǎn)中,常測重溫度,避免錘頭、司筒溫度過高造成錘頭卡死:2、材料的使用,應(yīng)選擇優(yōu)質(zhì)的合金材料,避免雜質(zhì)的滲入,在投放回料的時(shí)候,也要注意不要讓雜質(zhì)混入,這樣才能避免雜質(zhì)黏著在錘頭上,造成錘頭卡死。2、[壓射頭卡在鵝頸]
遇到錘頭卡死的問題,首先等到設(shè)備都處于常溫狀態(tài),嘗試轉(zhuǎn)動(dòng)錘頭。如果轉(zhuǎn)不動(dòng),那就采用換司筒的方式解決問題,將錘頭取出。如果想很快的解決卡死問題,最快的辦法就是換料壺。
3、[壓鑄機(jī)打料時(shí),常常會(huì)出現(xiàn)打幾十模,料就打不出的情況,常要等幾分鐘后方可打料]
一般遇到這類情況,應(yīng)應(yīng)該是射咀頭或明身堵住了。時(shí),觀察下料頭頂端是否沒有高點(diǎn),如果全是斷面灰色,就說明堵明了。解決方案如下: .1.將射咀溫度適應(yīng)調(diào)高.2、打離咀情見時(shí)間調(diào)低0.1到02秒了、定模冷卻水稍稍關(guān)小點(diǎn)。
4、[壓鑄薄璧件產(chǎn)品時(shí)易開裂]壓鑄件材料的使用,盡里控制廢料的比可以從以下幾點(diǎn)去分析: 1.材料可能有問題,平衡,二是冷卻水的開設(shè)不合理導(dǎo)教模具例不要超過30%2.模具開設(shè)不好,一是頂出力不
先擇不當(dāng),工藝參數(shù)問題主要在留魔時(shí)間溫度不均衡,單是充填流動(dòng)動(dòng)不合理。3、工藝參數(shù)選壁厚3s左右:1:頂出延時(shí)不能長,一般0.528.和頂出延時(shí)時(shí)間上出錯(cuò),,留模時(shí)間不宜長每mm5、[ADC14料壓鑄加工時(shí)反饋材料偏硬,易磨損刀具的情況1
容許有雜質(zhì)產(chǎn)生,.最關(guān)鍵是才來哦的威分內(nèi)解決這個(gè)問題,可以從以下幾點(diǎn)看入:1、最不能用再生材料,特別是S1元素的品質(zhì)也就是說硬質(zhì)點(diǎn),最好全部應(yīng)新的原始材料配比,石刀片,-般使用壽命有7天左右。妻好.2.應(yīng)該采用專i門為這些比較硬的合金全而生產(chǎn)的寶石6、[疑惑為啥有些鋁壓磨光時(shí)會(huì)有黑斑]
解決問題。但最大可性來自于脫模劑,噴太一原因有幾種: 可能是氧化矽或氧化鋁錠)在熱溶鋁的溫度下,,有些被還原成碳元素,多脫模劑或脫模劑的有機(jī)物含里過高這些有書物混合,在招鑄件形成時(shí),被包含在表層成為我有些變成有機(jī)大分子聚臺(tái)物。碳分子和聚合涂劑或加長噴涂后的吹風(fēng)時(shí)間。們看見到的黑斑。所以咸少噴涂劑的濃度,改用別的噴7、[在壓鑄過程中,有時(shí)出現(xiàn)金屬外職的情況]
有幾種:動(dòng)、定模間臺(tái)模7真不嚴(yán)密,兩者的間為什么有時(shí)出現(xiàn)金國外孤的情況?原因可能有,定模安裝不平行造成畫或是支板跨度大,隙較大或鎖橫力不夠造成金屬外職,或是壓鑄機(jī)動(dòng)、上原因可以通過以下調(diào)試解決外孤的情況:重新安.壓射力致使套板變形,調(diào)整壓鑄機(jī),使動(dòng)、定模安裝產(chǎn)生噴料。碰到以。主板相互保持平行,在動(dòng)模上增加支板,增裝模具,加大鎖模力: .加套板的剛度。
8、[招壓鑄的孔內(nèi)加工,為什么不能超過02m]
為了適合壓鑄,人們在壓鑄用的鋁合金內(nèi)加了了很多硅。招合金在模具內(nèi)凝結(jié)時(shí),這些硅會(huì)浮到表面上,形咸一層硅膜硬度非常硬、非常耐魔,- 些OEM設(shè)計(jì)師就利用這個(gè)特性,將壓鑄件的孔內(nèi)表面直接設(shè)計(jì)為軸承面。這個(gè)硅表面層,一般只有0.2到0.9mm的厚度。加工太多,這個(gè)軸承面的壽面就會(huì)縮短。
因有哪些]g、[壓鑄件陽極氧化后有花紋產(chǎn)生的原
在局部聚齊,而導(dǎo)致表層給金成分異常1.目前主要還是噴涂、壓射油散布不均勻,化花紋的紋路與壓鑄件 上的紋路基本上或出現(xiàn)冷隔花斑,所以出現(xiàn)了氧化后花紋的現(xiàn)象:氧是一致。2.因?yàn)楦咚賢現(xiàn)位費(fèi)不適當(dāng),導(dǎo)款產(chǎn)生欠鍋,氧化后會(huì)有花效。了、教料書上說氧化槽鋼離子含里過高,也是產(chǎn)生花紋,但這種情兄很少見。
10、[壓鑄模具粘料]
適障低臺(tái)金液澆注溫度和模具溫壓鑄模具枯料了怎么辦呢?首先檢直模溫是否正常,道降低
過的模具,慎重拋光,防止破壞掉表面的氮化層,形成越拋越粘的情況;4、改進(jìn)澆注系統(tǒng)設(shè)計(jì)結(jié)構(gòu),避免合金液持續(xù)沖刷型腔壁或型芯;5、修改模具冷卻系統(tǒng);6、調(diào)整壓鑄工藝參數(shù),適當(dāng)降低壓射速度,縮短二速行程。
東莞市樂發(fā)精密五金制品有限公司
專注多年從事精密鋅合金壓鑄,鋁合金壓鑄,鎂合金壓鑄,銅壓鑄生產(chǎn)加工及鋅合金壓鑄模具,鋁合金壓鑄模具,鎂合金模具壓鑄,銅壓鑄模具設(shè)計(jì)與開發(fā)。擁有各種主要精密壓鑄加工設(shè)備具備多名高素質(zhì)的工程人員
我司產(chǎn)品主要運(yùn)用領(lǐng)域:電子,電器,機(jī)械,數(shù)碼,光學(xué),新能源汽車,充電樁,動(dòng)車組,摩托車,電瓶車,LED配件,家具,衛(wèi)浴,工藝品等行業(yè),
產(chǎn)品質(zhì)量優(yōu)勢:壓鑄成品密度均勻,產(chǎn)品不易斷裂、變形、重量穩(wěn)定、表面均勻光滑,CNC加工、鑚孔攻牙、孔內(nèi)研磨、振動(dòng)研磨以及手工拋光研磨、各種色澤電鍍、陽極處理、奈米烤漆、電鍍、非鉻酸皮膜處理(符合ROHS、WEEE環(huán)保要求,產(chǎn)品耐腐蝕及中性鹽霧測試最高可達(dá)120小時(shí))表面可電鍍。
壓鑄件二次加工可控制無砂孔,不滲水,不漏氣,產(chǎn)品可氧化各種顏色,不起泡,無水紋,電鍍無麻點(diǎn),同時(shí)過酸性鹽務(wù)96小時(shí)達(dá)十級,散熱性能達(dá)200以上。
歡迎來電咨詢!
業(yè)務(wù)咨詢:QQ:1556039810 微信/手機(jī):13686609610
技術(shù)交流:QQ:740389501 微信/手機(jī):13829212466
公司官網(wǎng):http://m.nanningjq.com/





精密科技")