

發(fā)精密科技")
發(fā)五金,壓鑄加工")
格無(wú)砂孔")
鋁合金手表外殼配件 高精密鋁合金壓鑄 各種規(guī)格無(wú)砂孔
可控制二次加工無(wú)砂孔,無(wú)雜質(zhì),無(wú)色差
產(chǎn)品可氧化各種顏色 無(wú)色差
產(chǎn)品精密可控制到+-0.01
電鍍鹽霧可過(guò)酸性測(cè)試:96小時(shí)以上
產(chǎn)品散熱系數(shù)可控制在200以上
高端精密設(shè)備配件首選供應(yīng)商


樂(lè)發(fā)技術(shù)文獻(xiàn)
金屬表面處理種類簡(jiǎn)介
噴丸的特點(diǎn):
1、清理的靈活性大。容易清理復(fù)雜工件的內(nèi)外表面和管件的內(nèi)壁;并且不受場(chǎng)地的限制,可以將其移至到特大型工件附近進(jìn)行清理。
2、設(shè)備結(jié)構(gòu)簡(jiǎn)單,整機(jī)投資少,易損件少,維修費(fèi)用低。
3、消耗能量大,必須配備大功率的空壓站
4、清理表面易有潮氣,容易生繡。
5、清理效率低,操作人員多,勞動(dòng)強(qiáng)度大。
拋丸的特點(diǎn):
1、靈活性差。受場(chǎng)地的限制,清理工件有些盲目性,在工件內(nèi)衛(wèi)表面易產(chǎn)生清理不到的死角、
2、不用壓縮空氣加速?gòu)椡瑁槐卦O(shè)置大功率的空壓站,
3、清理表面不易有潮氣,不容易生繡。
4、設(shè)備結(jié)構(gòu)比較復(fù)雜,易損件多,特別是葉片等零件,維修工時(shí)多,費(fèi)用高。
5、清理效率高,費(fèi)用低,操作人員少,容易實(shí)現(xiàn)自動(dòng)化控制,適用于大批量生產(chǎn)。
噴丸噴丸shot peening。用噴丸進(jìn)行表面處理,打擊力大,清理效果明顯。但噴丸對(duì)薄板工件的處理,容易使工件變形,且鋼丸打擊到工件表面(無(wú)論拋丸或噴丸)使金屬基材產(chǎn)生變形,由于Fe304和Fe203沒(méi)有塑性,破碎后剝離,而油膜與基材一-同變形, 所以對(duì)帶有油污的工件,拋丸、噴丸無(wú)法徹底清除油污。在現(xiàn)有的工件表面處理方法中,清理效果最佳的還數(shù)噴砂清理。噴砂適用于工件表面要求較高的清理。但是我國(guó)目前通用噴砂設(shè)備中多由鉸龍、刮板、斗式提升機(jī)等原始笨重輸砂機(jī)械組成。
噴丸與拋丸的區(qū)別:噴丸使用高壓風(fēng)或壓縮空氣作動(dòng)力,而拋丸一般為高速旋轉(zhuǎn)的飛輪將鋼砂高速拋射出去。拋丸效率高,但會(huì)有死角,而噴丸比較靈活,但動(dòng)力消耗大。兩種工 藝雖噴射動(dòng)力和方式不同,但都是高速?zèng)_擊工件為目的,其效果也基本相同,相比而言,噴丸比較精細(xì),容易控制精度,但效率不及拋丸之高,適形狀復(fù)雜的小型工件,拋丸比較經(jīng)濟(jì)實(shí)用,容易控制效率和成本,可以控制丸料的粒度來(lái)控制噴射效果,但會(huì)有死角,適合于形面單一的工件批量加工,兩種工藝的選用主要取決工件的形狀和加工效率.
噴丸與噴砂的區(qū)別:噴丸與噴砂都是使用高壓風(fēng)或壓縮空氣作動(dòng)力,將其高速的吹出去沖擊工件表面達(dá)到清理效果,但選擇的介質(zhì)不同,效果也不相同.
噴砂處理后,工件表面污物被清除掉,工件表面被微量破壞,表面積大幅增加,從而增加了工件與涂/鍍層的結(jié)合強(qiáng)度.經(jīng)過(guò)噴砂處理的工件表面為金屬本色,但是由于表面為毛糙面,光線被折射掉故沒(méi)有金屬光澤為發(fā)暗表面.噴丸處理后,工件表面污物被清除掉,工件表面被微量而不被破壞,表面積有所增加.由于加工過(guò)程中,工件表面沒(méi)有被破壞,加工時(shí)產(chǎn)生的多余能量就會(huì)引會(huì)工件基體的表面強(qiáng)化.經(jīng)過(guò)噴砂處理的工件表面也為金屬本色,但是由于表面為球狀面,光線部分被折射掉,故工件加工為亞光效果.
磷化(phosphorylation):是一-種化學(xué)與電化學(xué)反應(yīng)形成磷酸鹽化學(xué)轉(zhuǎn)化膜的過(guò)程,所形成的磷酸鹽轉(zhuǎn)化膜稱之為磷化膜。磷化的目的主要是:給基體金屬提供保護(hù),在一-定程度 上防止金屬被腐蝕;用于涂漆前打底,提高漆膜層的附著力與防腐蝕能力;在金屬冷加工工藝中起減摩潤(rùn)滑使用。
鈍化其機(jī)理可用薄膜理論來(lái)解釋,即認(rèn)為鈍化是由于金屬與氧化性質(zhì)作用,作用時(shí)在金屬表面生成--種非常薄的、致密的、覆蓋性能良好的、牢固地吸附在金屬表面上的鈍化膜。這層膜成獨(dú)立相存在,通常是氧化金屬的化合物。它起著把金屬與腐蝕介質(zhì)完全隔開(kāi)的作用,防止金屬與腐蝕介質(zhì)接觸,從而使金屬基本停止溶解形成鈍態(tài)達(dá)到防腐蝕的作用。
鈍化的優(yōu)點(diǎn)
1、與傳統(tǒng)的物理封閉法相比,鈍化處理后具有絕對(duì)不增加工件厚度和改變顏色的特點(diǎn)、提高了產(chǎn)品的精密度和附加值,使操作更方便;
2、由于鈍化的過(guò)程屬于無(wú)反應(yīng)狀態(tài)進(jìn)行,鈍化劑可反復(fù)添加使用,因此壽命更長(zhǎng)、成本更經(jīng)濟(jì)。
3、鈍化促使金屬表面形成的氧分子結(jié)構(gòu)鈍化膜、膜層致密、性能穩(wěn)定,并且在空氣中同時(shí)具有自行修復(fù)作用,因此與傳統(tǒng)的涂防銹油的方法相比,鈍化形成的鈍化膜更穩(wěn)定、更具耐蝕性。
金屬或合金受-些因素影響,化學(xué)穩(wěn)定性明顯增強(qiáng)的現(xiàn)象,稱為鈍化。由某些鈍化劑(化學(xué)藥品)所引起的金屬鈍化現(xiàn)象,稱為化學(xué)鈍化。如濃HNO3、濃H2S04、 HCIO3、 K2Cr207、 KMn04等氧化劑都可使金屬鈍化。金屬鈍化后,其電極電勢(shì)向正方向移動(dòng),使其失去了原有的特性,如鈍化了的鐵在銅鹽中不能將銅置換出。此外,用電化學(xué)方法也可使金屬鈍化,如將Fe置 于H2SO4溶液中作為陽(yáng)極,用外加電流使陽(yáng)極極化,采用一定儀器使鐵電位升高- -定程度, Fe就鈍化了。由陽(yáng)極極化引起的金屬鈍化現(xiàn)象,叫陽(yáng)極鈍化或電化學(xué)鈍化。
噴涂:利用壓力或靜電力將油漆或粉末附著在工件表面,使工件有防腐和外觀裝飾作用
烤漆:在基材上打上底漆、面漆,每上一一遍漆,都送入無(wú)塵恒溫烤房,烘烤。
浸滲:是一種微孔(細(xì)縫)滲透密封工藝。將密封介質(zhì)(通常是低粘度液體)通過(guò)自然滲透(即微孔自吸)、抽真空和加壓等方法滲入微孔(細(xì)縫)中,將縫隙填充滿,然后通過(guò)自然(室溫)、冷卻或加熱等方法將縫:隙里的密封介質(zhì)固化,達(dá)到密封縫隙的作用。
噴油:將油漆噴在產(chǎn) 品表面,自然風(fēng)干的方式。
拋光:利用柔性拋光工具和磨料顆粒或其他拋光介質(zhì)對(duì)工件表面進(jìn)行的修飾加工。拋光不能提高工件的尺寸精度或幾何形狀精度,而是以得到光滑表面或鏡面光澤為目的,有時(shí)也用以消除光澤(消光)。通常以拋光輪作為拋光工具。拋光輪一般用多層帆布、毛氈或皮革疊制而成,兩側(cè)用金屬圓板夾緊,其輪緣涂敷由微粉磨料和油脂等均勻混合而成的拋光劑。拋光時(shí),高速旋轉(zhuǎn)的拋光輪(圓周速度在20米/秒以上)壓向工件,使磨料對(duì)工件表面產(chǎn)生滾壓和微量切削,從而獲得光亮的加工表面,表面粗糙度一般 可達(dá)Ra0.63~0.01微米:當(dāng)采用非油脂性的消光拋光劑時(shí),可對(duì)光亮表面消光以改善外觀。對(duì)產(chǎn)品表面要求稍低時(shí),常采用滾簡(jiǎn)拋光的方法。粗拋時(shí)將大量磨料和產(chǎn)品放在罐狀滾簡(jiǎn)中,滾筒轉(zhuǎn)動(dòng)時(shí),使產(chǎn)品與磨料等在筒內(nèi)隨機(jī)地滾動(dòng)碰撞以達(dá)到去除表面凸鋒而減小表面粗糙度的目的。
超聲波清洗:是利用超聲波在液體中的空化作用、加速度作用及直進(jìn)流作用對(duì)液體和污物直接、間接的作用,使污物層被分散、乳化、剝離而達(dá)到清洗目的。
六、鋁及鋁合金表面處理方法
(方法1)脫脂處理。用脫脂棉沾濕溶劑進(jìn)行擦拭,除去油污后,再以清潔的棉布擦拭幾次即可。常用溶劑為:三氯乙烯、醋酸乙酯、丙酮、丁酮和汽油等。
(方法2)脫脂后于下述溶液中化學(xué)處理:濃硫酸27.3重鉻酸鉀7.5水65.2在60-65℃ 浸漬10-30min后取出用水沖洗,晾干或在80℃ 以下烘干:或者在下述溶液中洗后再晾干:磷酸10正 丁醇3水20此方法適用于酚醛-尼龍膠等,效果良好
(方法3)脫脂后于下述溶液中化學(xué)處理:氟化氫銨3-3.5氧化鉻20-26磷酸鈉2-2.5濃硫酸50-60硼酸0.4-0.6水1000在25-40℃ 浸漬4.5-6min,即進(jìn)行水洗、干燥。本方法膠接強(qiáng)度較高,處理后4h內(nèi)膠接,適用于環(huán)氧膠和環(huán)氧一丁晴膠膠接。
(方法4)脫脂后于下述溶液中化學(xué)處理:磷酸7.5氧化鉻7.5酒精5.0甲醛 (36-38%) 80在15-30℃ 浸漬10-15min, 然后在60-80℃ 下水洗、干燥。
(方法5)脫脂后于下述溶液中進(jìn)行陽(yáng)極化處理:濃硫酸22g/1 在1-1.5A/dm2的直流強(qiáng)度下沒(méi)漬10-15min,再在飽和重鉻酸鉀溶液中,于95-100℃ 下浸漬5-20min,然后水洗,干燥。
(方法6)脫脂后于下述溶液中化學(xué)處理:重鉻酸鉀66硫酸(96% ) 666水1000,在70℃ 下浸漬10min,然后水洗,干燥。(方法7)脫脂后于下述溶液中化學(xué)處理:硝酸(d=1.41) 3氫氟酸(42%) 1在20℃ 下浸漬3s,即用冷水沖冼,再在65℃ 下用熱水洗滌,蒸餾水沖洗,干燥。此法適宜于含銅較高的鑄造鋁合金。
(方法8)噴砂或打磨后,在下述溶液中陽(yáng)極化:氧化鉻100硫酸0.2氯化鈉0.2在40℃ 下于10min內(nèi)將電壓從0V升至10V,保持20min,再在5min內(nèi)從10V升至50V,保持5min, 然后水洗,700℃ 下干燥。注意:游高氧化鉻濃度不得超過(guò)30-35g/1.
(方法9)脫脂后于下述溶液中化學(xué)處理:硅酸鈉10非離子 去垢劑0.1在65℃ 下浸漬5min,然后在65℃ 以下水洗,再用燕餾水洗滌和干燥。適用于鋁箔的膠接。
(方法10)脫脂后在下述溶液中化學(xué)處理:氟化鈉1濃硝酸15水84 在室溫下浸漬1min,水洗后再在下述溶液中處理:濃硫酸30重鉻酸鈉7.5水62.5在室溫下浸漬1min,水洗,干燥。

優(yōu)勢(shì).jpg")





▼樂(lè)發(fā)精密產(chǎn)品生產(chǎn)環(huán)境
_副本.jpg")

樂(lè)發(fā)五金鑄件產(chǎn)品優(yōu)勢(shì)
01 實(shí)力品牌,深得大企業(yè)信賴!
15年的精密鋅合金壓鑄,鋁合金壓鑄模具的設(shè)計(jì)與開(kāi)發(fā),具備較強(qiáng)的精密壓鑄技術(shù)實(shí)力和精密壓鑄生產(chǎn)能力
▌獨(dú)立模具房 ▌精密壓鑄生產(chǎn)車間
▌拋光房 ▌自動(dòng)流水線 ▌后加工車間
") 02 精湛工藝,速度決定未來(lái)
02 精湛工藝,速度決定未來(lái)
具備多名高素質(zhì)的工程人員;技術(shù)及管理人員,可根據(jù)客戶的要求設(shè)計(jì)開(kāi)發(fā)各種手機(jī)邊框,精湛工藝,表面可作多個(gè)顏色。
▌簽定合同十天可開(kāi)模出樣
▌最快樣品確認(rèn)后面3天可批量交貨
▌品質(zhì)異常24小時(shí)響應(yīng)措施,3天內(nèi)處理結(jié)案
設(shè)備,科學(xué)流程化管理生產(chǎn)") 03 先進(jìn)設(shè)備,科學(xué)流程化管理生產(chǎn)
03 先進(jìn)設(shè)備,科學(xué)流程化管理生產(chǎn)
▌24小時(shí)全自動(dòng)機(jī)械化生產(chǎn)運(yùn)作
▌獨(dú)立模房(火花機(jī),電腦鑼,銑床,精密磨床)
▌88噸壓鑄機(jī),128噸壓鑄機(jī),280噸壓鑄機(jī),400噸壓鑄機(jī),200噸壓鑄機(jī)
▌拋光房,振動(dòng)研磨機(jī),噴砂房,打砂房,拉絲機(jī),批鋒線
特核心技術(shù),質(zhì)量更有保障") 04 擁有獨(dú)特核心技術(shù),質(zhì)量更有保障
04 擁有獨(dú)特核心技術(shù),質(zhì)量更有保障
▌高精密合金壓鑄件,可控制公差+-0.02
▌可控制無(wú)砂孔,無(wú)水紋電鍍不起泡,無(wú)麻點(diǎn),不生銹,不氧化
▌壓鑄成品密度均勻,產(chǎn)品不易斷裂、變形、質(zhì)量穩(wěn)定
▌出貨層層檢測(cè) ▌可噴砂氧化各種顏色
質(zhì)服務(wù),全程無(wú)憂") 05 優(yōu)質(zhì)服務(wù),全程無(wú)憂
05 優(yōu)質(zhì)服務(wù),全程無(wú)憂
▌首次合作免費(fèi)試樣及免模具設(shè)計(jì)費(fèi)
▌品質(zhì)異常24小時(shí)響應(yīng)措施,3天內(nèi)處理結(jié)案
▌新產(chǎn)品開(kāi)發(fā)品質(zhì)經(jīng)多次調(diào)整無(wú)法滿足客戶要求,無(wú)條件退回客戶所支付的所有費(fèi)用
| * 聯(lián)系人: | 請(qǐng)?zhí)顚懩恼鎸?shí)姓名 |
| * 手機(jī)號(hào)碼: | 請(qǐng)?zhí)顚懩穆?lián)系電話 |
| 電子郵件: | |
| * 采購(gòu)意向描述: | |
| 請(qǐng)?zhí)顚?span id="yvrxyiyq" class="span_b">采購(gòu)的產(chǎn)品數(shù)量和產(chǎn)品描述,方便我們進(jìn)行統(tǒng)一備貨。 | |
| 驗(yàn)證碼: |
|

- 顯示器面板
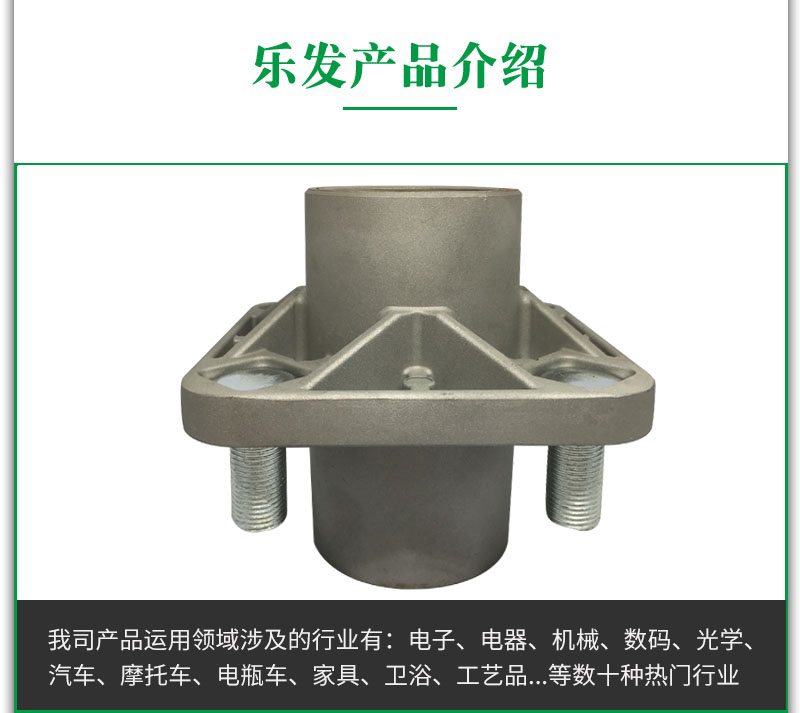
- 鋁合金壓鑄件類產(chǎn)品主要用于電子、汽車、電機(jī)、家電和一些通訊行業(yè)等

- 銅壓鑄件
- 銅壓鑄件是一種壓力鑄造的零件,是使用裝好鑄件模具的壓力鑄造機(jī)械壓鑄機(jī),將加熱為液態(tài)的銅、鋅、鋁或鋁合金等金屬澆入壓鑄機(jī)的入料口,經(jīng)壓鑄機(jī)壓鑄,鑄造出模具限制的形狀和尺寸的銅、鋅、鋁零件或鋁合金零件,這樣的零件通常就被叫做壓鑄件。壓鑄件在不同的地方有不同的叫法,如壓鑄零件、壓力鑄件、壓鑄件、壓鑄鋁、壓鑄鋅件、壓鑄銅件、銅壓鑄件、鋅壓鑄件、鋁壓鑄件等。
砂孔無(wú)水紋無(wú)麻點(diǎn)")
- 定制鋁合金壓鑄件表面電鍍珍珠鉻色無(wú)砂孔無(wú)水紋無(wú)麻點(diǎn)
- 壓鑄件可保證無(wú)水紋,不起泡,不滲水,不漏氣
可控制二次加工無(wú)砂孔,無(wú)雜質(zhì),無(wú)色差
產(chǎn)品可氧化各種顏色 無(wú)色差
產(chǎn)品精密可控制到+-0.01
電鍍鹽霧可過(guò)酸性測(cè)試:96小時(shí)以上
產(chǎn)品散熱系數(shù)可控制在200以上
高端精密設(shè)備配件首選供應(yīng)商

電話:4006881832
手機(jī):13829212466
傳真:0769-82283006
QQ:51198886
郵箱:vip00188@163.com
地址:東莞市松山湖產(chǎn)業(yè)園三江工業(yè)區(qū)
發(fā)精密科技")
共有-條評(píng)論【我要評(píng)論】